












Наши высококвалифицированные специалисты выполняют работы по гуммированию узлов и деталей машин, подверженных интенсивному абразивному износу:
– загрузочные и перезагрузочные бункера, течки бункеров;
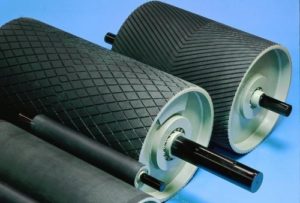
– приводные, натяжные и отклоняющие барабаны;
– ролики конвейерных трактов; валы различных конфигураций и диаметров;
– барабаны, ванны и крышки магнитных сепараторов; ванны и емкости, контактирующие с нейтральной и агрессивной средой и т.д.
– гуммирование гидроциклонов, насосов, запорной арматуры, колес ролл-трейлеров, трубопроводов и др.
Стыковка и ремонт конвейерных лент холодным способами
Стыковка и ремонт конвейерных лент механическим способом
Стыковка и ремонт конвейерных лент холодным способами
Холодная вулканизация по сравнению с горячей вулканизацией имеет несколько значительных преимуществ:
Температурный режим эксплуатации лент: от –45 °С до +80°С;
Температура окружающей среды при стыковке ленты не должна опускаться ниже +5°С
Механическая стыковка конвейерных лент
Соединение конвейерной ленты при помощи специальных приспособлений преимущественно используется на производствах, где невозможен простой конвейера или его длина постоянно терпит изменения, а также там, где невозможна стыковка лент горячим и холодным методами вулканизации из-за слишком низкой температуры воздуха или из-за условий повышенной запыленности в помещении. Соединения, которые используются для стыковки лент, могут быть неразъемные, в виде пластин с болтами или заклепками, или разъемные, шарнирного типа. Тип соединения подбирается в зависимости от определенных требований, которые предъявляются конвейерной ленте и соответственно методам соединения.
Основные преимущества
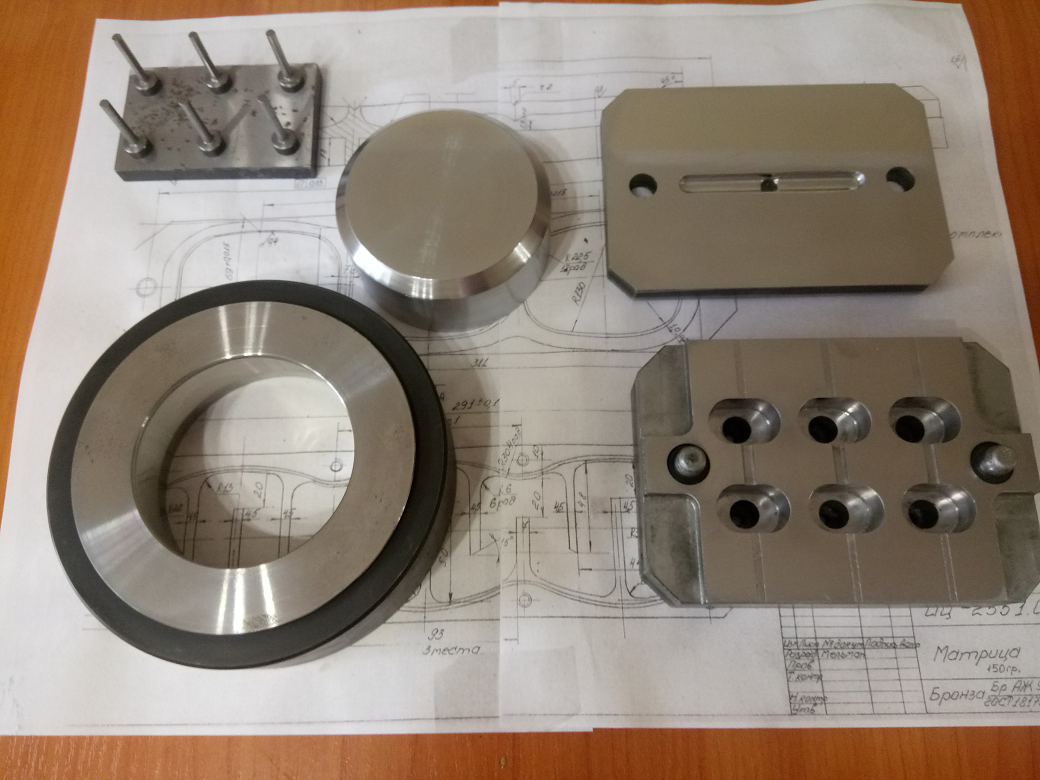
По желанию заказчика, технические специалисты ООО «НПП Эластолит» производят:
– разработку резинотехнических и резинометаллических изделий, адаптированных к нетипичным условиям производства,
– разработку конструкторской документации,
– изготовление оснастики,
– изготовление резинотехнических и резинометаллическиз изделий по существующей нормативно-технической документации,
– изготовление нестандартных изделий, как для оборудования отечественного производства, так и для импортного.